|
Szczegóły Produktu:
Zapłata:
|
| Rodzaj maszyny: | Automat do spawania kołnierzy cylindrów hydraulicznych | Warunki: | Nowy |
|---|---|---|---|
| Materiał: | Stal węglowa, stal stopowa | Usługa posprzedażna: | Inżynierowie dostępni do obsługi maszyn za granicą, instalacja, uruchomienie i szkolenie w terenie, |
| Gwarancja: | 1 rok | Kolor: | żółty, niebieski, dostosowany |
| napięcie: | 220 V/380 V/400 V, 220 V/380 V/415 V/440 V/niestandardowe, 220V50HZ1P, opcjonalnie, 380 V lub 220 V/ | Użycie: | Spawany kołnierz siłownika hydraulicznego |
| Branże: | Cement, stal, górnictwo, energetyka, bezpieczeństwo, rolnictwo, recykling | Zalety: | spawanie automatyczne |
| High Light: | 0.6MPa Maszyna do spawania klapek cylindrowych,Maszyna do spawania cylindrów hydraulicznych 500 mm Cap2T,Maszyna do spawania cylindrów hydraulicznych 3000 mm |
||
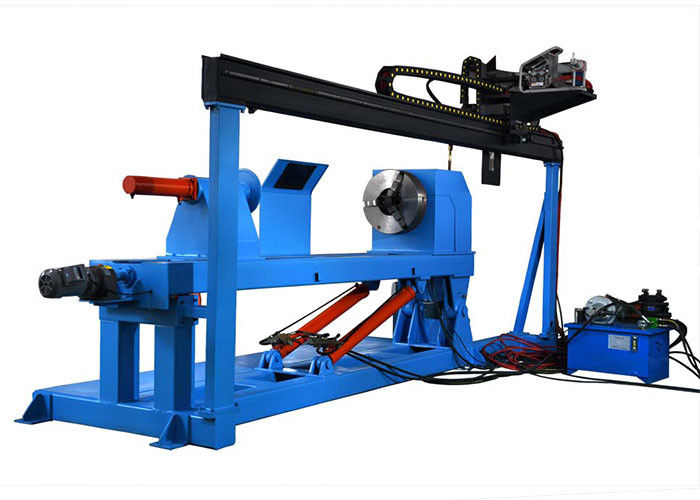
Maszyna do automatycznego spawania hydraulicznego cylindrowego flange, maszyna do spawania hydraulicznego cylindrowego cap
I. Przedmiot spawania i instrukcja urządzenia
1. Przedmiot spawania
Zakres średnicy rury cylindrowej: 50-500 mm
zakres długości rury cylindrowej: ≤3000 mm (metody zaciskania i prasowania spawania),Wylotowanie typu V i U między rurą cylindrową a dnem cylindru, a także okrągłe szwo między rurą cylindrową a brzytwą można zwalczać automatycznieMetali stosowane do spawania: 45#, 27SiMn, 35#, 20#, stal nierdzewna, 25Mn, 16Mn, Q345B itp.
2. Instrukcja urządzenia
2.1 Sposób załadunku i rozładunku obróbki: ręczny
2.2 Sposób zlokalizowania obrabionego przedmiotu: samocentryzacyjny kołek w lewym zaciskaniu obrabionego przedmiotu w celu ręcznego zlokalizowania środka obrotu.
Dwa zestawy podtrzymujące znajdują środek przedmiotu i obracają się razem z przedmiotem w sposób skoaksialny.środek ogona utrzymuje obrót obrabiarkę.
2.3 Metody spawania: jednowarstwowe spawanie w formie łuku ochronnego gazem z jednej pochodni, automatyczne jednowarstwowe spawanie lub wielowarstwowe spawanie można osiągnąć raz.spawanie wielowarstwowe i jednopasowe, wielowarstwowe i wieloprzechodne spawanie można osiągnąć automatycznie.
2.4 Jeden koniec obrabionego przedmiotu musi być zaciskany, a drugi koniec musi mieć wewnętrzną dziurę.(może spawać przedmiot roboczy, podczas gdy tylko zacisnąć go bezpośrednio lub zacisnąć go i przycisnąć go lubprzycisnąć go i rolki kontaktowe go wspierają)
II. Główne parametry techniczne
| Nazwa modelu | HF1000 |
| Pojemność ładunkowa | 2T |
| Zakres długości obróbki | ≤ 3000 mm |
| Zakres średnicy obróbki | φ50-φ500 mm |
| Prędkość obrotowa głównego wrotnika | 00,19-2,2 r/min. |
| Podnoszący ruch pochodni | 300 mm |
| Ręczne ustawianie zakresu pochodni | X:≥50mm Y:≥50mm |
| Kąt obrotu przedmiotu | 360° |
| Ciśnienie sprężonego powietrza | 00,3 ‰ 0,6 MPa |
| Narysowany prąd spawania | 500A |
| Wysokość środka spawania | 950 mm |
III. Wykaz głównych składników
| Wymagania | Producent |
| PLC | Mitsubishi |
| Ekran dotykowy | Mitsubishi |
| Element elektryczny | Schneider / Siemens |
| Element pneumatyczny | AirTAC, Tajwan |
| Szynka przewodnicza | HIWIN, Tajwan |
| Inwerter | Taian, Tajwan |
| Główny reduktor węzła | Tongli, Chiny |
| Silnik stopniowy | Mitsubishi |
| Reduktor ruchu | Tongli, Chiny |
| Silnik oscylatora | Mitsubishi |
IV. Zdjęcia
![]()
![]()
![]()
![]()
Tel: 0086-18106027216